
Error de formato de correo electrónico
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Varios puntos que deben tenerse en cuenta para el uso del reparto
3). Preparación de lubricante
A. Aceite del sistema de pérdida de pérdida 85% -90% + grafito 10% -15%;
B. petróleo pesado: 100%;
C.parafina 30% + cera amarilla 30% + aceite de vaselina 14% + grafito 26%;
d.Graphito 25% + glicerina 20% + vidrio de agua 5% + agua 50%;
4). Asuntos que deben tenerse en cuenta al usar lubricante
A. Lubricante se puede usar en la cavidad tipo y la superficie de la parte móvil;
B. La cantidad de pulverización lubricante debe ser menor cada vez, y para ser uniforme, es mejor formar una película en la superficie de tipo después de rociar.
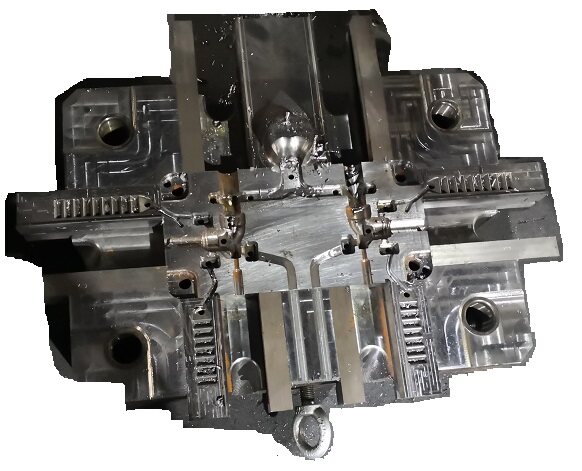
V. Contenido de ajuste del molde de fundición a muerte
Después de completar el molde de fundición, es necesario ajustar las condiciones correctas de fundición y los parámetros del proceso para lograr una fundición estable y producir piezas fundidas calificadas.
Antes de la prueba de muerte, el personal de la prueba de die verificará las materias primas de aleación para que la fundición de matriz comprenda las características de la estructura, el rendimiento, las condiciones, el proceso y los métodos de operación.
La selección correcta de las condiciones de formación de fundición a muerte es la clave para morir el ajuste de prueba. A menudo se encuentran tales problemas, incluso si el diseño y la fabricación del molde son muy correctos, pero debido a la selección inadecuada de condiciones de fundición y formación, lo mismo no puede presionar la fundición calificada. Por el contrario, en algunos casos, las condiciones de fundición a troqueles se pueden ajustar para superar las deficiencias del molde y presionar el elenco calificado. Por lo tanto, el personal de prueba de la matriz debe estar familiarizado con el papel y la relación mutua de las condiciones de lanzamiento de troqueles, el principio activo del molde, a fin de elegir correctamente y ajustar razonablemente las condiciones de fundición de matriz.
El contenido de las condiciones de formación de fundición a muerte incluye: temperatura de fusión del material, temperatura de matriz y temperatura de fusión, presión de inyección, fuerza de bloqueo de troqueles, fuerza de apertura de troqueles, relación de disparo de compresión y velocidad de explosión requerida según la condición de las piezas de fabricación. Finalmente, los productos de fundición de troqueles deben repararse antes de obtener las piezas perfectas de fundición de troqueles.
Aleación de cobre-zinc 850-960
Principio de selección de temperatura de aleación de fundición a muerte:
1) cuanto menor sea la temperatura del metal vertido, más larga es la vida del dado;
2) Solo con fundición a baja temperatura es posible reducir la profundidad del tanque de escape y reducir el peligro de salpicaduras de líquido metálico;
3) La fundición a muerte a baja temperatura puede reducir la oportunidad de apretar la cámara presionada y la barra superior;
4) La fundición a muerte a baja temperatura puede reducir la producción de agujeros de contracción y grietas en el casting.
En resumen, cuando las condiciones del proceso lo permiten, la temperatura de la aleación de fundición de matriz o elige la baja temperatura para la fundición.
3, la temperatura de trabajo del moho funciona
La temperatura de trabajo del molde de fundición varía según su aleación de fundición de troqueles. Los siguientes son los valores recomendados de varios moldes de aleación para la selección:
Nombre del molde Temperatura de trabajo / ℃
Molde de aleación de zinc 150-180
Molde de aleación de aluminio 180-225
Molde de aleación de magnesio 200-250
Molde de aleación de zinc de cobre 300
Principio de la temperatura de trabajo de la fundición a la matriz:
1) La temperatura del molde es demasiado baja, la estructura interna de la fundición está suelta, la descarga del aire es difícil, difícil de formar;
2) La temperatura del molde es demasiado alta, la estructura interna de la fundición es densa, pero la fundición es fácil de "soldar" a la cavidad del molde, moho pegajoso
No es fácil descargar la fundición, y la temperatura alta expandirá el molde en sí y afectará la precisión del tamaño de la fundición.
3) La temperatura del molde debe seleccionarse dentro del rango apropiado, generalmente, después de la prueba apropiada, el control de temperatura constante es razonable.
4, La lubricación del molde de fundición a muerte
1). El propósito de la lubricación
La lubricación actúa como el agente de separación para el fundición y el fundamento de matriz; Como la parte activa de la fundición y la prensa, reduce la fricción, mejora la vida útil de la fundición a matrices y reduce la vida útil debido a la fatiga térmica para un largo funcionamiento.
2). Requisitos de lubricante
La selección de lubricantes deberá cumplir con los siguientes requisitos:
A. El lanzamiento de la matriz no puede adherirse en la cavidad tipo;
B. El material de acero que no puede corroer la superficie del tipo de molde;
C. UNIBLE para producir gases tóxicos;
d. No produzca cenizas al calentar;
E. La lubricación más segura se unirá uniformemente a la cavidad tipo y la superficie de trabajo sin ser arrastrada por un metal de alta presión.